1、熱熔膠的基本成分及作用
EVA熱熔膠是一種不需溶劑、不含水分的固態可熔性聚合物。EVA熱熔膠在常溫下為固體,加熱到一定的溫度變為能流動而且有一定黏度的液體。EVA熱熔膠一般由以下四種基本成分組成。
1)EVA樹脂
EVA樹脂是其主要成份,決定著熱熔膠的性能,如粘結強度、熔化溫度、抗拉強度以及耐溫、變形性能等。
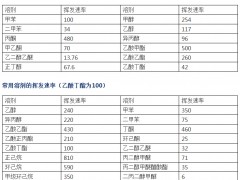
2)增粘劑
是主要的助劑。在僅有EVA樹脂的情況下,在一定的溫度下熔化后膠雖然具有一定的粘接力,但溫度下降后,粘結力及對紙張的滲透性都會降低,不能使書芯和封面牢固地粘結。因此就要加入能提高粘結強度的增粘劑。增粘劑一般是聚合松香,萜烯樹脂等。
3)黏度調節劑
其作用是降低熔融溫度,增加流動性和浸潤性,調節凝固速度,以達到粘結牢固的目的。黏度調節劑一般選用微晶石蠟或石蠟。
4)抗氧劑
其作用是防止EVA熱熔膠在熔化時產生高溫老化,保證在高溫條件下,粘結性能不變化。抗氧劑一般選用二叔丁基對甲基苯酚類物質。
2、熱熔膠性能分類
1)按膠訂速度分類
為保證書籍的裝訂速度,應按不同的機速選用不同類型的熱熔膠。熱熔膠按膠訂速度分三種:低速膠訂熱熔膠(3600本/小時左右)、中速膠訂熱熔膠(8000本/小時左右)和高速膠訂熱熔膠(10000本/小時左右)。
熱熔膠的開放時間和固化時間與膠訂的速度有著密切的關系。開放時間是指熱熔膠涂到一個被粘物上后,與另一個被粘物粘合相距的時間。開放時間表示兩個被粘物必須在規定的時間內完成粘接,這樣才能保證粘結強度。低速機選用的開放時間是15~20秒,中速機為5~10秒,高速機2~7秒。熱熔膠的固化時間,是指封面和書芯在規定時間內粘合后,要經過一定時間的冷卻,才能翻動加壓,這段時間稱為固化時間。如果熱熔膠還沒有固化、定型就翻動或裁切,書背就會變形,裁切時熱熔膠粘在刀片上,影響產品質量。使用時應根據傳送帶的長度、輸送速度、季節變化等合理選用。熱熔膠固化時間一般為3~5分鐘。
2)按紙張分類
可分為銅版紙用和一般紙用熱熔膠。使用不同類型紙張,要選用相對應的熱熔膠,因為紙張表面光潔度、滲透性、導熱性是不同的。
3)按膠訂用途分類
分為側膠和背膠。作側膠用的熱熔膠流動性好,粘度低,開放時間、固化時間長,粘接強度高。書本側膠要求達到薄而均勻、粘結牢固,才能保證書本的質量和裁切要求。兩種膠不能用錯。
4)按膠的顏色分類
另外,如果屬同一檔次的產品,黃膠優于白膠。
因其配方、工藝一樣,只是白膠中加入了鈦白粉。由于鈦白粉的可熔性差,使白膠硬度和粘度降低,容易沉淀,使預熱桶等加熱裝置不便清理,一旦沉積在加熱部位后,會導致加熱效果降低。
3、熱熔膠的使用
1)加熱條件
在使用前應預熱。一般預熱1~2小時,達到加熱溫度具有流動性后,再放入160℃~180℃膠槽內,才能正常開機使用。要嚴格控制使用溫度。溫度過高時會造成粘結力下降,流動性、滲透性增加,黏度和強度下降,影響書刊的粘結強度。當膠的溫度過低時黏度增加,流動性和滲透性降低,膠變稠變脆,黏結效果變差。為防止發生脫膠、散頁,上膠溫度宜控制在170℃~180℃范圍內。為保證上膠質量,應定期清理膠鍋,去除老化沉淀物。在低溫、寒冷季節,不要用力翻壓書背,避免其凍脆斷裂,使用時需在室溫下解凍。
2)熱熔膠的穩定性。是指循環使用或長時間加熱后呈現的穩定程度。如果熱穩定性差,會造成膠的顏色變深,粘度增高,滲透性降低,影響粘結強度。
3)熱熔膠質量簡易鑒別。熱熔膠的質量指標較多,需要專用的儀器和適當的檢測環境,在沒有儀器設備的情況下,首先從外觀上看膠型是否一致,有無氣泡。其次將膠熔化制成寬約1cm、厚0.2cm的膠帶。冷卻后用手拉伸該膠帶,觀其拉伸率是否能達到標準,強度是否足夠,斷裂口是否能保持顏色不變。若有粉狀物質,表明填料過多或混合不均勻,或填料顆粒度過大,會造成重大質量事故。接下來將膠粒存放在0℃環境中,保持24小時后取出,用硬物敲打,若發生脆裂現象,表明耐低溫性能差。另將膠置于40℃溫度下一定時間后,若膠發軟、自粘或粘手,則表明膠的軟化點偏低。
4、操作工藝要求
1)背膠厚度一般在0.8~1.2mm之間,膠層要均勻。背膠過薄影響粘結強度,過厚則增加成本。上膠長度應略短于封面尺寸1~2mm,過長易造成余膠粘積在機器上,易使書背上產生野膠或造成封面不平及破損,易使傳動部件產生故障過短會造成書背天頭、地腳發空,影響書本質量。
2)上側膠寬度一般為3~7mm,要求上得越薄越均勻越好。為保證其流動性,上膠溫度宜控制在180℃左右,切忌用背膠作側膠用,不然會起杠線。
3)書背的銑削量要根據書帖的厚度來定,特別注意書頁的折頁方式,防止出現空頭現象。要使每一書帖的最里一頁銑成單頁,銑削要平齊,書背不能銑成斜面,否則膠層厚度不均勻。
4)書背必須銑槽,并保證槽的深度與間距一致。銑槽質量直接關系到書的膠粘強度,避免產生散頁、掉頁。要求銑槽光潔,紙毛干凈,間距5~10mm,槽深0.5~1.2mm,以利于灌膠及提高抗拉強度。


 ??
?? ??
?? ??
?? ??
??