食品軟包裝材料的印刷適性、印刷方式、復合方式是軟包廠員工的必備知識。本文詳解,以供參考。
1、常見食品軟包裝材料的印刷適性
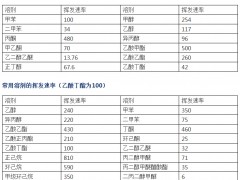
PE薄膜油墨附著性差,需要用電呈處理來改善。常用潤濕張力這一指標來鑒定電暈處理的質量優劣。三般LDPE、LLDPE薄膜在38~420mN/m,HDPE薄膜在40~44mN/m為佳,常用聚酰胺油墨印刷。
LDPE薄膜的擴張強度低,拉伸伸長率大,套色調準困難。因此,在印刷時張力控制要小,并且各處張力要恒定。若是多色套印,為了保證套印精度,最好采用大輥筒型印刷機。LDPE薄膜少量受熱就會軟化.極易拉伸變形,為此印刷干燥時,薄膜表面溫度不要超過55℃。為了防止油墨粘連,收卷時薄膜溫度應冷卻到35℃以下。
與PE相同,PP薄膜對油墨的附著性差,印刷前也要作電暈處理,它的潤濕張力在10~14mN/m為佳。常用聚酰胺油墨、氯化聚丙烯油墨(復合用)印刷。使用聚酰胺油墨印刷PP薄膜時,油墨附著力較低,大約經過一天時效后,才表現良好的附著性,而若同時采用聚氨酯類粘合劑復合薄膜,則會出現剝離力小的故障。
PET薄膜不易拉伸,張力控制要求比PE薄膜低,常采用里印工藝印刷,與CPP復合作蒸煮袋。PET薄膜的絕緣性好,在印刷過程中,容易產生靜電,且不易消失。嚴重時,還會出現薄膜吸在輥筒上而不能進行印刷。因此,在高速印刷時,需要用靜電消除裝置。PET薄膜的干燥溫度可控制得較高,但它的膜面溫度不要超過85℃。收卷時,薄膜應冷卻到室溫或稍高于室溫。
2、食品包裝材料的印刷方式
食品軟包裝印刷以凹版與柔性版印刷為主,但與出版、商品印刷使用的一般凹印、柔引相比,有許多不同點。例如:軟包裝印刷是在卷筒狀的承印物表面進行印刷,如果是透明薄膜,從背面可看到圖案,有時需加印一層白色涂料,或采用里印工藝。
里印是指運用反像圖文的印版,將油墨轉印到透明承印材料的內側,從而在被印物的正面表現正像圖文的一種特殊印刷方法。里印印刷品比表面印刷品光亮美觀、色彩鮮艷,不褪色,且防潮耐磨;又由于里印后經復合加工,墨層被夾于兩層薄膜之間,因此,不會污染包裝物品。
里印工藝的印刷色序與普通表面印刷相反.例如普通印刷先印底色,而里印是最后印底色。里印是塑料復合包裝印刷所獨有的工藝,在印刷設備上己趨向多樣化、多功能化和系列化。如引進的各種模式的塑料包裝凹版印刷生產線,已將吹塑、印刷、復合、分切、制袋等多道工序聯動起來。其次是采用柔性版印刷機印刷塑料薄膜,柔性版印刷機大多與干式復合機組成生產線。
3、食品包裝材料的復合方式
軟包裝材料一般不使用單一材料,而以復合薄膜為主。主要復合方法有以下幾種:
①濕式復合法
在基材(塑料薄膜、鋁箔)表面涂布一層水溶性粘結劑,通過壓輥與其他材料(紙、玻璃紙)復合,再經熱烘道干燥成為復合膜。此種方法適用于包裝干燥食品。
②干式復合法
先將溶劑型粘合劑均勻地涂布于基材上,然后送入熱烘道,使溶劑充分揮發后,立即與另一層薄膜復合。如拉伸聚丙烯薄膜(OPP),里印后一般采用干式復合工藝與其它材料復合,典型的結構為:雙向拉伸聚丙烯薄膜(BOPP,12μm)、鋁箔(AIU,9μm)和單向拉伸聚丙烯薄膜(CPP,70μm)。工藝過程是用輥涂裝置將溶劑型的“干式粘合粉”均勻地涂布于基礎材料上,然后送入熱烘道,使溶劑充分揮發后再用復合輥與另一層薄膜復合。
③擠壓復合法
將T鑄模狹縫擠出的簾狀熔融聚乙烯,經夾緊輥加壓,流涎到紙或薄膜上,進行聚乙烯涂敷,或從第2給紙部分供給其它薄膜,把聚乙烯作為粘結層進行粘接。
④熱熔復合法
將聚乙烯——丙烯酸酯共聚物、乙烯酸——乙烯共聚物、石蠟放在一起加熱熔融,然后涂布在基材上,立即與其它復合材料復合后冷卻制成。
⑤多層擠出復合法
將多種不同性能的塑料樹脂通過多臺擠出機,擠入模具復合成膜。此種工藝層間不用粘合劑、有機溶劑,薄膜無異味,無有害溶劑滲透,適合于保質期更長的食品包裝。如一般普通結構LLDPE/PP/LLDPE透明度好,厚度一般50~60μm,如果保質期更長.需用五層以上高阻隔的共擠薄膜,中間層為高阻隔材料PA、PET和EVOH。


 ??
?? ??
?? ??
?? ??
??